









หัวฉีดป้อนผง
1. หัวฉีดป้อนผงแบบโคแอกเซียลสามทาง/สี่ทาง: ผงจะถูกส่งออกมาโดยตรงจากหัวฉีดสามทาง/สี่ทาง มารวมกันที่จุดเดียว จุดรวมตัวมีขนาดเล็ก ทิศทางของผงได้รับผลกระทบจากแรงโน้มถ่วงน้อย และมีทิศทางที่ดี เหมาะสำหรับการบูรณะด้วยเลเซอร์สามมิติและการพิมพ์ 3 มิติ
2. หัวฉีดป้อนผงแบบวงแหวนร่วมแกน: ผงจะถูกป้อนเข้าทางช่องทางสามหรือสี่ช่อง และหลังจากผ่านกระบวนการทำให้เป็นเนื้อเดียวกันภายในแล้ว ผงจะถูกส่งออกมาเป็นวงแหวนและรวมกัน จุดรวมตัวมีขนาดค่อนข้างใหญ่ แต่มีความสม่ำเสมอมากกว่า และเหมาะสมกว่าสำหรับการหลอมด้วยเลเซอร์ที่มีจุดขนาดใหญ่ เหมาะสำหรับการเคลือบด้วยเลเซอร์ที่มีมุมเอียงไม่เกิน 30°
3. หัวฉีดป้อนผงด้านข้าง: โครงสร้างเรียบง่าย ต้นทุนต่ำ ติดตั้งและปรับแต่งได้สะดวก ระยะห่างระหว่างช่องจ่ายผงค่อนข้างไกล และควบคุมผงและแสงได้ดีกว่า อย่างไรก็ตาม การป้อนลำแสงเลเซอร์และผงไม่สมมาตร และทิศทางการสแกนมีจำกัด จึงไม่สามารถสร้างชั้นเคลือบที่สม่ำเสมอในทุกทิศทางได้ ดังนั้นจึงไม่เหมาะสำหรับการเคลือบแบบ 3 มิติ
4. หัวฉีดป้อนผงแบบแท่ง: ป้อนผงจากทั้งสองด้าน หลังจากผ่านกระบวนการทำให้เป็นเนื้อเดียวกันโดยโมดูลส่งออกผงแล้ว ผงจะถูกส่งออกในรูปทรงแท่ง และรวมตัวกันที่จุดเดียวเพื่อสร้างจุดผงรูปทรงแถบขนาด 16 มม. * 3 มม. (ปรับแต่งได้) และการรวมกันของจุดผงรูปทรงแถบเหล่านี้สามารถทำการซ่อมแซมพื้นผิวด้วยเลเซอร์ขนาดใหญ่และเพิ่มประสิทธิภาพได้อย่างมาก
เครื่องป้อนผง
พารามิเตอร์หลักของเครื่องป้อนผงแบบกระบอกคู่
รุ่นเครื่องป้อนผง: EMP-PF-2-1
กระบอกป้อนผง: ระบบป้อนผงแบบสองกระบอก ควบคุมอิสระด้วย PLC
โหมดควบคุม: สลับระหว่างโหมดดีบักและโหมดใช้งานจริงได้อย่างรวดเร็ว
ขนาด: 600 มม. x 500 มม. x 1450 มม. (ยาว x กว้าง x สูง)
แรงดันไฟฟ้า: 220VAC, 50HZ;
กำลังไฟ: ≤1 กิโลวัตต์
ขนาดอนุภาคผงที่ส่งได้: 20-200 ไมโครเมตร
ความเร็วของจานป้อนผง: ปรับความเร็วได้แบบต่อเนื่อง 0-20 รอบต่อนาที;
ความแม่นยำในการป้อนผงซ้ำ: น้อยกว่า ±2%
แหล่งก๊าซที่ต้องการ: ไนโตรเจน/อาร์กอน
อื่นๆ: อินเทอร์เฟซการใช้งานสามารถปรับแต่งได้ตามความต้องการ


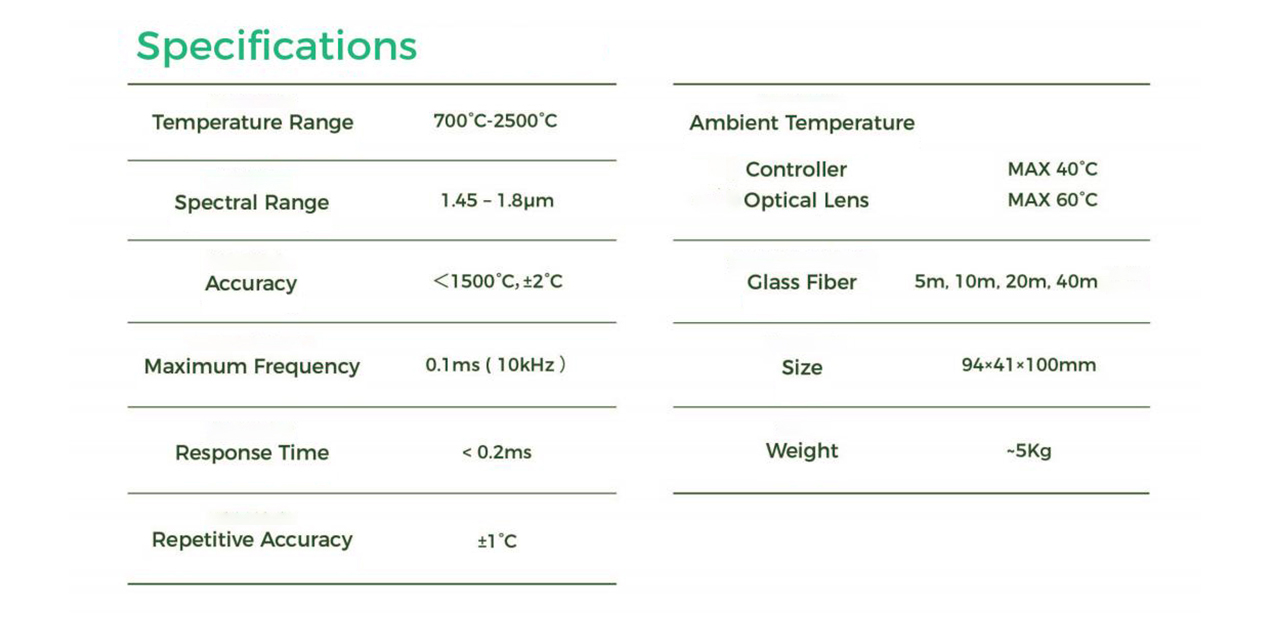
เครื่องวัดอุณหภูมิเลเซอร์
การควบคุมอุณหภูมิแบบวงปิด เช่น การชุบแข็งด้วยเลเซอร์ การเคลือบ และการปรับสภาพพื้นผิว สามารถรักษาอุณหภูมิการชุบแข็งของขอบ ส่วนที่ยื่นออกมา หรือรูได้อย่างแม่นยำ
ช่วงอุณหภูมิที่ใช้ในการทดสอบคือ 700℃ ถึง 2500℃
ระบบควบคุมแบบวงปิด ความถี่สูงสุด 10kHz
ชุดซอฟต์แวร์ที่มีประสิทธิภาพสำหรับ
การตั้งค่ากระบวนการ การแสดงภาพ และ
การจัดเก็บข้อมูล
เทอร์มินัลอินพุต/เอาต์พุตอุตสาหกรรม พร้อมระบบดิจิทัล 24V และอนาล็อก 0-10V สำหรับสายการผลิตอัตโนมัติ
การบูรณาการและการเชื่อมต่อด้วยเลเซอร์
ข้อดีของการเคลือบด้วยเลเซอร์


การประยุกต์ใช้การเคลือบด้วยเลเซอร์
●ในอุตสาหกรรมยานยนต์ เช่น วาล์วเครื่องยนต์ ร่องกระบอกสูบ เฟือง ที่นั่งวาล์วไอเสีย และชิ้นส่วนบางอย่างที่ต้องการความทนทานต่อการสึกหรอ ความทนทานต่อความร้อน และความทนทานต่อการกัดกร่อนสูง
●ในอุตสาหกรรมการบินและอวกาศ มีการนำผงโลหะผสมบางชนิดมาเคลือบผิวของโลหะผสมไทเทเนียมเพื่อแก้ปัญหาข้อเสียของโลหะผสมไทเทเนียม ได้แก่ ค่าสัมประสิทธิ์แรงเสียดทานสูงและความต้านทานการสึกหรอต่ำ
●หลังจากที่พื้นผิวของแม่พิมพ์ในอุตสาหกรรมการผลิตแม่พิมพ์ได้รับการเคลือบด้วยเลเซอร์แล้ว ความแข็งของพื้นผิว ความต้านทานการสึกหรอ และความต้านทานต่ออุณหภูมิสูงจะดีขึ้นอย่างเห็นได้ชัด
● การนำเทคโนโลยีการเคลือบด้วยเลเซอร์มาใช้กับลูกกลิ้งในอุตสาหกรรมเหล็กนั้นแพร่หลายอย่างมากแล้ว
พารามิเตอร์
หลักการทำงานของการเคลือบด้วยเลเซอร์
โดยการเพิ่มวัสดุเคลือบผิวลงบนพื้นผิวของวัสดุรองรับ และใช้ลำแสงเลเซอร์ที่มีความหนาแน่นพลังงานสูงเพื่อหลอมรวมวัสดุเหล่านั้นเข้ากับชั้นบางๆ บนพื้นผิวของวัสดุรองรับ จะทำให้เกิดชั้นเคลือบผิวที่ยึดติดกันด้วยโลหะวิทยาบนพื้นผิวของวัสดุรองรับ
เราจำเป็นต้องรู้
หากคุณต้องการทราบว่าการเคลือบด้วยเลเซอร์เหมาะสมกับคุณหรือไม่ คุณต้องพิจารณาประเด็นต่อไปนี้:
1. ผลิตภัณฑ์ของคุณทำจากวัสดุอะไร และวัสดุใดที่ต้องการการหุ้ม?
2. รูปทรงและขนาดของผลิตภัณฑ์ ควรส่งภาพถ่ายประกอบจะดีที่สุด
3. ข้อกำหนดเฉพาะในการแปรรูปของคุณ: ตำแหน่งการแปรรูป ความกว้าง ความหนา และประสิทธิภาพของผลิตภัณฑ์หลังการแปรรูป
4. ต้องการประสิทธิภาพในการประมวลผล;
5. ความต้องการด้านต้นทุนคืออะไร?
6. ประเภทของเลเซอร์ (ใยแก้วนำแสงหรือเซมิคอนดักเตอร์) กำลังไฟ และขนาดจุดโฟกัสที่ต้องการ รวมถึงว่าเป็นหุ่นยนต์ช่วยหรือเครื่องมือกล
7. คุณคุ้นเคยกับกระบวนการเคลือบด้วยเลเซอร์หรือไม่ และคุณต้องการความช่วยเหลือด้านเทคนิคหรือไม่
8. มีข้อกำหนดเฉพาะเจาะจงเกี่ยวกับน้ำหนักของหัวเลเซอร์เคลือบหรือไม่ (โดยเฉพาะอย่างยิ่งควรพิจารณาน้ำหนักของหุ่นยนต์เมื่อทำการรองรับหุ่นยนต์)
9. ข้อกำหนดเรื่องระยะเวลาในการจัดส่งคือเท่าไร?
10. คุณต้องการบริการตรวจทานพิสูจน์อักษรหรือไม่ (บริการตรวจทานพิสูจน์อักษร)







